| |
 |
|
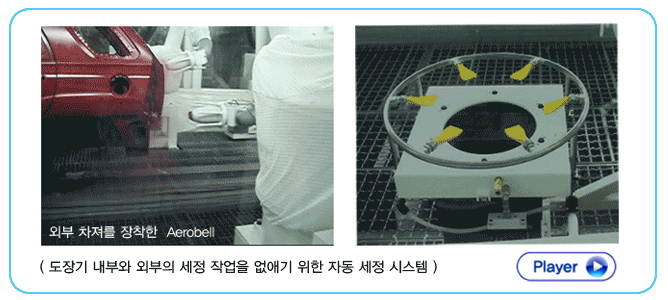
1 외부, 내부 자동 벨 컵 세정기능이 있어 작업자가 세정을 위해 부스안으로 들어갈 필요가 없습니다.
2 높은 도착효율(70 ~ 85%) 도료사용량을 상당히 줄일수 있습니다.
3 둥근 스프레이 패턴으로 균일한 도장 품질을 기대할수 있습니다.
4 무화입자가 고와서 도장품질이 월등히 향상됩니다.
5 로봇 관절의 움직임이 줄어 로봇 유지비를 줄일수 있습니다.
6 슬러지가 건에 비해 3/1 수준으로 슬러지 처리비용이 감소합니다. |
 |
| |
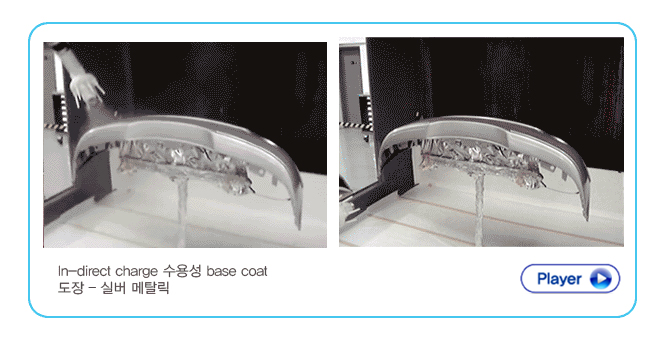
Robot Mounted Bell, Clear Coat Application on Fascia |
arameter |
Gun |
Bell |
Fluid Flow Rate |
450 cc/min |
50 cc/min |
Volume Applied |
18 - 20 cc |
10 - 12 cc |
Number of Passes |
3 |
1 |
Dry Film Thickness |
5 - .6 |
6 - .7 |
Voltage Level |
5 kv |
100 kv |
Target Distance |
12 - 14 |
8" |
Application Speed |
1000 mm/sec |
|
Estimated % T.E |
35% |
|
|
| |
| |
| |
 |
 |
| |
 |
. |
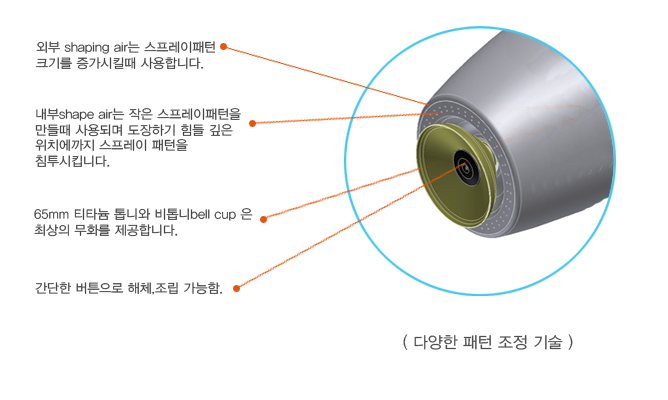
| 단일 Shape 에어를 사용함으로써, 스프레이 패턴이 600mm에서 200mm 까지 변화가능합니다. |
| |
1. 부드러운 스프레이 패턴으로 높은 도착효율을 제공합니다.
2. 작고 강한 스프레이 패턴으로 Color maching 이 쉽습니다.
3. 수용성 또는 용제형 벨이 사용됩니다.
4. 벨 컵 가장자리에는 미세한 톱니가 있어 무화를 곱고 일정하게 일으킵니다. |
| |
| |
| |
 |
| |
 |
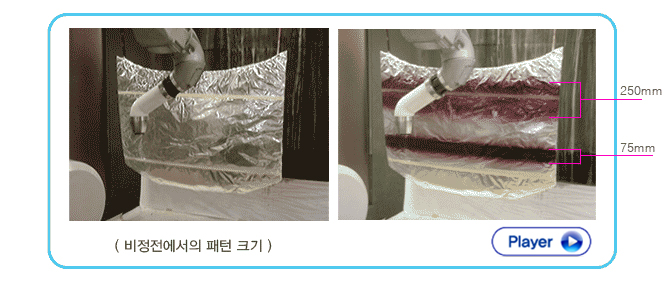 |
패턴 크기 (mm) |
터빈 스피
(rpm) |
외부Shape Air (slpm) |
내부 Shape Air (slpm) |
토출량 (ml/min) |
도장거리 (mm) |
고전압 (kv) |
도장속도 (mm/sec) |
250 |
50,000 |
500 |
150 |
250 |
175 |
0 |
550 |
75 |
50,000 |
0 |
150 |
100 |
125 |
0 |
550 |
|
| |
| |
| |
 |
 |
| |
| |
 |
| |
| |
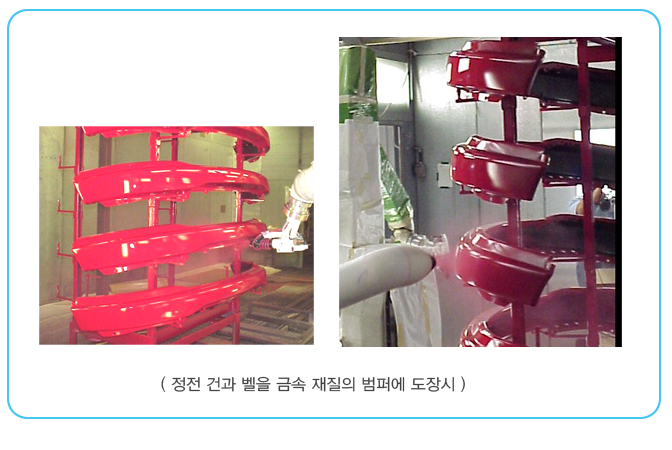
에어건과 회전 무화 (Ball) 방식의 비교 |
| |
에어장전건 |
장전 벨 |
| 낮은 도착효율(45-65%)로 인한 높은 도료사용 |
높은 도착효율 (70-85%) 도료사용량을 상당히 줄임 |
| 타원형의 스프레이 패턴으로 얼룩현상이 자주 발생 |
둥근 스프레이 패턴으로 균밀한 도장품질 |
넓은 범위의 불규칙한 무화 입자로 인한 불규칙한
표면밑 도막 |
아주 좁은 범위의 무화 이자로 균일한 도막 및 나은 도장외
관 |
| 타원형의 스프레이 패턴은 로봇 작업시 도장작업 패턴 각 도 조절필요 |
둥근 스프레이 패턴은 로봇작업시도 별도의 패턴 각도 조
절없이타칭하여 작업효율성이 뛰어남 |
제품에 트리거 온 상태로 유지시 불량 발생(Spitting) |
회전식 무화는 항상 패턴이 회전을 하므로 트리건을 열어
놓고도장작업 가능 |
|
| |
| |
| |
| |
| |
| |